2.7 Расчёт технических норм времени На операции, выполняемые на универсальных станках расчет технических норм времени выполняется в соответствии с методическим указаниям . Подробный расчет технических норм временив пояснительной записке предоставлен на 020 Круглошлифовальную операцию, результаты расчетов записаны в таблицу 12. Исходные данные: операция - 030 Круглошлифовальная; А. Установить и закрепить деталь 1. Шлифовать поверхность Ø65h8(-0,046) на l=16,5±0,2. тип станочного приспособления - патрон поводковый, центра, цилиндрическая оправка; тип абразивного инструмента - шлифовальный круг; тип мерительного инструмента - калибр-скоба Ø65h8 ГОСТ18362-93; штангенциркуль ШЦ-I-125-0,1 ГОСТ166-89; норма То=0,27 мин - из расчета режимов резания. Расчет норм времени: В среднесерийном типе производства норма штучно-калькуляционного времени Тштк, мин рассчитывается по формуле: T_штк=Т_шт+Т_пз/n, (36) где Тшт - норма штучного времени на операцию, мин; Тпз - норма подготовительно-заключительного времени, мин; n - количество деталей в настроечной партии, шт. Количество деталей в настроечной партии n, шт определяется по формуле: , (37) где Nгод - готовая программа выпуска, шт а - периодичность запуска партии, дней Nгод=40000 шт; а=6 дней. Норма штучного времени Тшт, мин рассчитывается по формуле: (38) где То - основное время, мин; Тус - время на установку и снятие детали, мин; Тзо - время на закрепление и открепления операции, мин; Туп - время на приёмы, связанные с управлением, мин; Тиз - время на измерение детали, мин; Кв - коэффициент вспомогательного времени; Ттех - время на техническое обслуживание, мин; Торг - время на организационное обслуживание, мин; Тотд - время на отдых и личные потребности, мин; Кв=1,85, так как тип производства - среднесерийный; Тус=0,09 мин, так как деталь установливается на оправку и в центра, mд=3,2 кг таблица 5.5 ; Тзо=0, 024 мин, так как mд = 3,2 кг; таблица 5.7 ; Туп, мин состоит из приёмов: - включить и выключить станок кнопкой - 0,01мин таблица 5.8; - подвести или отвести шлифовальный круг к детали - 0,02 мин таблица 5.8 ; Туп = 0,01+0,02 = 0,03 мин Тизм, мин состоит из следующих переходов: - калибр-скоба Ø65h8, Тизм1 = 0, 06 мин, так как точность 8, измеряемый размер до 100 мм квалитет таблица 5.12 ; - штангенциркуль ШЦ-I-125-0,1, Тизм2 = 0, 15 мин, так как точность измерения 0,05 мм, измеряемый размер до 100 мм, измеряемая длина до 50 мм таблица 5.16 ; Тиз = 0,06 + 0,15 = 0,21 мин Величина оперативного времени Топ, мин определяется по формуле: , (39) где Тв - вспомогательное время, мин; (40) Ттех, мин определяется по формуле: , (41) где tп - время на одну правку шлифовального круга, мин; Tм - стойкость инструмента; tп=2 мин, так как поверхность правки - периферия круга таблица 5.19 ; Тм=2 мин Определяем организационное время Торг, мин по формуле: (42) Порг = 1,7% от Топ, так как станок круглошлифовальный таблица 5.21 Определяем время отдыха Тобс.отд, мин по формуле: (43) Побс.отд = 4% от Топ, так как станок круглошлифовальный таблица 6.2 Тпз=8 мин, так как установка на оправке ив центрах, высота центров до 200 мм; таблица 6.8 Нормы времени на остальные операции, выполняемые на универсальных станках, расчитываются аналогично и результаты сведены в таблицу 12. 2.7.1 Расчёт технических норм времени на операцию с ЧПУ Расчёт технических норм времени для операции, выполняемой на токарном станке с ЧПУ, устанавлены расчётно-аналитическим методом в соответсвии с методическим указанием . - Наименование операции - 005 Токарная с ЧПУ; - Модель станка - 16К20Ф3 - Токарный с ЧПУ; - Режущие инструменты в наладке: 5 шт; - Мерительный инструмент: Штангенциркуль ШЦ-II-160-0,05 ГОСТ166-89; Калибр-скоба Ø92b12, Ø75h12, Ø65,5h10, Ø60,5h10 ГОСТ 18362-93; Калибр-пробка Ø44,6H9 ГОСТ 14812-69. - Станочное приспособление - трёхкулачковый самоцентрирующийся патрон; - То = 8,27 мин. В среднесерийном типе производства норма штучно-калькуляционного времени определяется по формуле: Тшт.к = (Тп.з.)/n + Тшт (44) где Тп.з.- подготовительно-заключительное время, мин; Тшт - штучное время, мин; n - количество деталей в настроечной партии, шт: , (45) где Nгод - готовая программа выпуска, шт а - периодичность запуска партии, дней Nгод = 40000 шт; а = 6 дней. Тшт - время на обработку одной детали, мин Тшт = То + Тв + Тобс.отд, мин (46) где То - основное время, мин; Тв - вспомогательное время, мин; Тобс.отд -время на на отдых и обслуживание, мин; Вспомогательное время Тв, мин рассчитывается по формуле: где Тмв- время связанное с выполнением вспомогательных ходов, мин; Тув - время на установку детали, мин; Тво - вспомогательное время, связанное с выполнением операции, мин; Тиз - время на измерение детали, мин; Тмв, мин состоит из следующих переходов: - на одновременное перемещение рабочих органов станка по осям x, z - 0,03 мин, так как станок 16К20Ф3 таблица 12 - ускоренное перемещение - 0,1 мин, так как станок 16К20Ф3 таблица 12 - установочное перемещение - 0,1 мин, так как станок 16К20Ф3 таблица 12 - установочное (холостое) в зоне резания - 0,04 мин; таблица 12 - поворот револьверной головки - 0,10 мин (×5, так как РИ 5 штук) таблица 12 Тмв = 0,03 + 0,1 + 0,1+ 0,04 + 0,1 = 0,37 мин Тву = 0,07 мин, так как способ установки и крепления в самоцентрирующимся патроне и mд = 3,2 кг таблица 5.1 Тво, мин состоит из следующих переходов: - включить и выключить станок - 0,03 мин таблица 16 - задвинуть оградительный щиток токарного станка - 0,03 мин таблица 16 - задвинуть подвести режущие инструменты (5 штук) - 0,03·5 = 0,15 мин таблица 16 Тво = 0,03 + 0,03 + 0,15 = 0,21 мин Тиз, мин состоит из следующих приемов: - замер ШЦ-II-160-0,05 ГОСТ166-89 - 0,5 мин, l=16,5±0,2, торцы В,Д в размер 122,5±0,200, поверхность на l=32±0,2 таблица 5.16 - замер калибр-скобами ГОСТ 18362-93 - 0,5 мин, Ø65,5h10(-0,046), Ø60,5h10(-0,074), Ø92b12(-0,22), Ø75h12(-0,300) на l=50,5; таблица 5.17 - замер калибр-пробкой Ø44,6H9 ГОСТ 14812-69 - 0,1 мин. Так как на измерение получилось меньшее, чем основное время, то оно перекрываемо и при расчете вспомогательного времени не учитывается. Тизм = 0,5 + 0,5 + 0,1 = 0,11 Тв = 0,37 + 0,07 + 0,21 + = 0,65 мин Тобс.отд, мин состоит из переходов: - осмотр; - нагрев системы ЧПУ; - получение рабочей инструкции от мастера, наладчика в течении смены; - смазывание и очистка станка; - предъявление контролеру ОТК пробной детали; - уборка станка и рабочего места по окончанию работы; Ттех, мин состоит их переходов: - смена затупившегося инструмента; - коррекция режущего инструмента на заданные размеры; - регулирование и подналадка станка в течении смены; - удаление стружки из зоны резания. Тобс.отд, мин рассчитывается как % от оперативного времени Топ, мин: (47) где Топ - оперативное время, мин Топ = То + Тв, мин (48) Топ = 8,27 + 0,65 = 8,92 мин Побс.отд = 4% от Топ, так как операция токарная с ЧПУ Тшт = 8,27 + 0,65 + 0,892 = 9,812 мин Тп.з.=Тп.з1+Тп.з2+Тп.з3, мин (49) где Тп.з1 = 4,6 мин - время на приёмы, включенные в комплекс, мин; таблица 13 Тп.з2 = 17 мин - время на приёмы, включенные в комплекс, мин; таблица 13 Тп.з3 = 4,8 мин - время на пробную обработку детали. таблица 13 Тп.з. = 4,6 + 17 + 4,8 = 26,4 мин Результаты расчетов норм времени на операцию 005 Токарную с ЧПУ сводим в таблицу 13. 0
Нормой времени называется время необходимое для выполнения операции в определенных организационнотехнических условиях исходя из рационального использования производственных возможностей оборудования и рабочего места с учетом передовых технологий. Штучное время tш для неавтоматизированного производства состоит из: tш= totвtтtоргtп to основное технологическое время tв вспомогательное время tт технологическое обслуживание рабочего места tорг организационное обслуживание tп на перерыв. Основное время to затрачивается на...
Поделитесь работой в социальных сетях
Если эта работа Вам не подошла внизу страницы есть список похожих работ. Так же Вы можете воспользоваться кнопкой поиск
Лекция 3-й курс.
Техническая норма времени.
Трудоемкость операций рассчитывается на основе технических норм.
Нормой времени называется время необходимое для выполнения операции в определенных организационно-технических условиях, исходя из рационального использования производственных возможностей, оборудования и рабочего места с учетом передовых технологий.
Норма времени выражается в часах или минутах и устанавливается отдельно для каждой операции.
Технической нормой выработки (Нв) называется величина, обратная норме времени.
Норма выработки выражает количество (n) изделий (деталей) выпущенных в единицу времени
Нв=
n -число изделий
Три метода установления норм:
На основе изучения затрат рабочего времени путем наблюдений;
По известным нормативам
Путем сравнения и расчетом по типовым нормам
При 1-м методе: норму устанавливают путем наблюдения случайных затрат времени непосредственно в производственных условиях на рабочих местах. Этот метод используется для разработки нормативов
При 2-ом методе производят расчет длительности операций, используя нормативы длительности выполнения отдельных элементов операции.
При 3-м методе нормирование операции осуществляется приблизительно с учетом типовых норм.
1 и 2-ой методы применяют в массовом и серийном производстве, 3-й метод в единичном и мелкосерийном производстве.
Норма времени на операцию по обработке одной заготовке или сборке одной единице называется штучным временем .
Штучное время (t ш) - для неавтоматизированного производства состоит из:
t ш = t o +t в +t т +t орг +t п
t o основное(технологическое) время
t в- вспомогательное время
t т технологическое обслуживание рабочего места
t орг организационное обслуживание
t п на перерыв.
Основное время t o , затрачивается на изменение формы, размеров заготовки (на станке, сварке, кузнице, слесаре и т.п.) Также t o время, затрачиваемого на сборку узла и т.п.
При обработке на станках:
t o =
L р расчетная длина обработки (длина хода инструмента в направлении подачи)
i число рабочих ходов инструмента
Sm минутная подача инструментов (мм\мин)
При ручном подводе инструмента
Lp = L + L в + Lcx
L длина обработки
L в длина врезания инструмента
L с x размер схода инструмента

Lp
путь холостого хода подхода инструмента к заготовке для облегчения работы инструмента в начале резания, на многорезцовом токарном инструменте



Значения l п; l в; lcx ; берут из нормативных таблиц.
l в t ctgα точение
где при сверлении t глубина резания
l в = 0,3 d d диаметр сверла
t в вспомогательное время, действия обеспечивающие выполнения элементов работы (сжатия и установки заготовки, пуск и остановка станка, переключение режимов обработки и т.п.)
t оп сумма
t оп = to + t в
t оп- оперативное время, затрачивается на выполнение каждой операции (t оп- основная часть технической карты)
tT время ТО (смена инструмента, правка инструмента, регулировка станка)
t орг время предназначенное на уход за рабочим местом, смазки станка, уборки инструментов.
t орг устанавливают по нормативам в % от оперативного времени
t орг=(0,4…0,8) t оп
время t п на отдых и личные надобности регламентирующееся законодательно. Также в % от t оп
t п= 0,25 t оп
Штучное время: может быть выражено через координаты
T ш= t оп (1+α+β+γ)
α-коэфициент времени ТО
β-коэфициент устанавливающий время организационного обслуживания
γ- коэффициент времени на отдых и т.п.
Подготовительно-заключительное время
В серийном производстве необходимо учитывать подготовительно-заключительное время: t пз, которое затрачивается рабочим перед началом обработки партии заготовок или сборочных единиц и после окончания задания(подготовительное и заключительное)
К подготовительной части относится: получение задания, ознакомление с работой, наладка оборудования установки приспособлений.
К заключительной части относится: сдача выполненной работы, снятие оборудования, приспособлений наведение порядка на рабочем месте
Дополнение:
- Характеристика производств
Массовое
Серийное (крупное к-2..5
Среднее к-5..10
Малое к > 10)
- Базирование
Другие похожие работы, которые могут вас заинтересовать.вшм> |
|||
| 9347. | Норма права | 18.84 KB | |
| Правовая норма – исходный, главный элемент права, основополагающее понятие всей правовой системы. Объективное право и правовая норма соотносятся как целое и его часть, а точнее – как система и ее элемент. Регулирующее воздействие на поведение, деятельность людей право оказывает через нормы права. | |||
| 20081. | Орфоэпическая норма | 51.6 KB | |
| Абонемент документ удостоверяющий право владельца на регулярное обслуживание пользование чем-либо в течение определенного срока; само это право. Абонент тот кто обладает правом пользования чем-либо обычно имея абонемент. Аксиома исходное положение какой-либо научной теории принимаемое без доказательств. Декларация официальное провозглашение каких-либо принципов положений от лица государства партии международной организации и т. | |||
| 5925. | Норма права. Понятие правовой нормы, ее признаки | 16.05 KB | |
| Понятие правовой нормы ее признаки В современной юридической литературе под нормой права понимается общеобязательное формальноопределенное правило поведения установленное и обеспеченное обществом и государством закрепленное и опубликованное в официальных актах направленное на регулирование общественных отношений путем определения прав и обязанностей их участников. Понимание и усвоение данного момента конкретным индивидом зависит как от внутренних факторов состояния его разума типа характера уровня культуры так и от внешних... | |||
| 5053. | Взаимодействие спроса и предложения. Предельная норма технологического замещения | 21.64 KB | |
| Однако возникающие при этом конкурентные силы на стороне предложения или спроса будут изменять объемы и цены по направлению к равновесному их уровню. Так например конкурентное понижение продавцами цены при затоваривании рынка побуждает покупателей к увеличению объема спроса а конкурентное повышение покупателями цены при дефиците товара стимулирует производителей к расширению его производства и увеличению объема предложения. Эластичность спроса относительно цены показывает относительное изменение объема спроса под влиянием изменения... | |||
| 21095. | Коммерческая деятельность предприятия «Норма 2005» по реализации мебельной продукции | 714.99 KB | |
| Предметом исследования выступает коммерческая деятельность предприятия Норма 2005 по реализации мебельной продукции. Целью дипломной работы является разработка рекомендаций по повышению эффективности управления коммерческой деятельностью ТОО Норма 2005. Провести анализ организации и управления коммерческой деятельности предприятия Норма 2005 . | |||
| 21092. | Экономические методы принятия предпринимательских решений на примере ТОО «Норма- 2005» | 127.94 KB | |
| Управленческие решения: сущность требования механизм разработки. Свою управленческую деятельность руководитель реализует через решения. Достижение поставленной цели исследования потребовало решения следующих задач: теоретического обоснования экономических методов принятия решений в системе предпринимательства; структуризации и внутреннего управленческого обследования на основе анализа внешней и внутренней среды исследуемого предприятия; анализа использования информации экономических результатов... | |||
| 10349. | Техническая диагностика СЭУ | 584.21 KB | |
| Эти требования удовлетворяются в той или иной мере на всех этапах существования объекта диагностирования ОД проектирование производство использование по назначению. В самом общем случае процесс технического диагностирования технического объекта предусматривает решение задач: 1 определения его действительного технического состояния; 2 поиска дефектов; 3 прогнозирования изменения технического состояния. В частных случаях в процессе диагностирования могут решаться отдельные из этих задач или их сочетания поскольку каждая из них... | |||
| 7219. | Техническая эксплуатация ГЭУ | 15.44 KB | |
| Основные сведения Основная задача при эксплуатации ГЭУ обеспечить ее безотказную и безаварий ную работу и постоянную готовность к действию что достигается выполнением следую щего:. своевременное пополнение судов с ГЭУ сменнозапасными частями и материала ми... | |||
| 6084. | Техническая эксплуатация электрооборудования | 287.48 KB | |
| При определении объема работ для ЭТС необходимо физическое количество установленного в хозяйстве электрооборудования перевести в условное при помощи нормативных коэффициентов УЕЭ. В соответствии с этим различают индивидуальные и централизованные электротехнические службы ЭТС. Индивидуальную... | |||
| 9223. | Техническая подготовка производства | 24.31 KB | |
| Комплексная подготовка производства КПП согласно современным требованиям должна быть реализована в виде технической организационной материальной экономической социальной и экологической. Данное направление представляет техническую подготовку производства к освоению новых изделий технологических процессов. | |||
Разработка технологического процесса обычно завершается установлением технических норм времени для каждой операции. Технологическая операция машиностроительного производства является основным расчетным элементом технологического процесса. Время обработки заготовки и себестоимость выполнения операции служат критерием, характеризующим целесообразность ее построения с учетом заданной производственной программы и определенных организационно – технических условиях. Техническая норма времени, определяющая затраты времени на выполнение операции, служит основой для оплаты работы станочнику, калькуляции себестоимости детали и изделия. На основе технических норм времени рассчитываются длительность производственного цикла, потребное количество станков, инструментов, рабочих, определяется производственная площадь участков и цехов. Норма штучного времени является одним из основных факторов для оценки совершенства технологического процесса и выбора наиболее прогрессивного варианта обработки заготовки.
Техническую норму времени определяют на основе расчета режимов резания с учетом полного использования режущих свойств инструмента и производственных возможностей оборудования.
Норма основного времени (То) – это норма времени на достижение непосредственной цели данной технологической операции или перехода по количественному и качественному изменению предмета труда.
Норма вспомогательного времени (Тв) – это норма времени на осуществление действий, создающих возможность выполнения основной работы, что является целью технологической операции или перехода, и повторяющихся с каждым изделием или через определенное их число.
Тв = tуст. + tпер. + tизм.+ tдоп.
Норма оперативного времени (Топ) – это норма времени выполнения технологической операции, состоящая из суммы норм основного и вспомогательного времени.
Топ = То + Тв
Время обслуживания рабочего места (Тобс) представляет собой часть штучного времени, затрачиваемую исполнителем на поддержание средств технологического оснащения в работоспособном состоянии и уход за ним и рабочим местом. Время организационного обслуживания определяется в процентах к оперативному времени.
Тобс = %Топ
Норма штучного времени – это нома времени на выполнение объема работы, равной единице нормирования.
Тшт = Топ + Тобс
Нормы штучно – калькуляционного времени (Тшт.к.) состоит из нормы подготовительно – заключительного времени на партию обрабатываемых изделий и норм штучного времени.
Тшт.к. = Тшт +
Норма подготовительно – заключительного времени (Т п-з) – это норма времени на подготовку рабочих и средств производства к выполнению технологической операции и приведение их в первоначальное состояние после ее окончания.
Подготовительно – заключительное время при обработке на станках с ЧПУ состоит из затрат времени на ознакомление с документами и осмотр заготовки – 4 мин.;
На инструктаж мастера – 2 мин.; на установку рабочих органов станка или зажимного приспособления – 4 мин.; на установку программы – 2 мин.; итого на комплекс приемов – 12 мин. Принята единая норма для всех станков с ЧПУ – 12 мин.
Расчет на 005 Токарно – винторезную операцию
1. Определяем основное время на операцию стр. 66 :
То=∑Тм = 0,15 + 0,27 + 0,04 + 0,035 + 0,025 + 0,01 + 0,025 + 0,14 + 0,08 + 0,75 + 0,07 + 0,098 + 0,15 + 0,134 + 0,04 + 0,025 + 0,01 = 2,178
2. Определяем вспомогательное время стр. 66 :
Тв = t + t + t + t × K =0,1 + 0,1 + 0,04 + 0,02 × 8 = 0,4
3. Определяем оперативное время стр. 66 :
Топ = То + Тв = 2,178 + 0,4 = 2,578
4. Определяем время на обслуживание рабочего места стр. 66 :
Тобс = 10 % Топ = = 0,25
5. Определяем время на отдых и личные надобности стр. 66 :
Тотд = 4% Топ = = 0,103
6. Определяем штучное время стр. 66 :
Тшт = Топ + Тотд + Тобс = 2,578 + 0,103 + 0,25 = 2,931
7. Определяем подготовительно – заключительное время:
8. Определяем штучно – калькуляционное время стр. 66 :
Тшт.к. = Тшт + = 2,931 + = 2,943
В зависимости от цели в технико-экономических и организационно-плановых расчетах могут использоваться различные технологические нормы времени на выполнение операции. Обычно в качестве нормы времени t i на выполнение i-й операции над единицей продукции принимается к расчету полная норма времени (штучно-калькуляционная норма) - t шк. Принятая в машиностроении классификация затрат рабочего времени и структура полной нормы времени на операцию (штучно-калькуляционной нормы) представлены на рис. 6.2-6.3.
Подготовительно-заключительное время - время на подготовку и завершение обработки партии продукции или смены (получение задания и знакомство с работой, изучение технической документации установка специальных приспособлений и инструмента, наладка станка и установление режима обработки, сдача работы мастеру или контролеру).
Оперативное время - время непосредственного выполнения технологической операции. Включает основное и вспомогательное время. Основное (технологическое) время - время, в течение которого реализуется технологическая цель работы (формообразование, изменение состояния, качества, свойств предмета труда). Может быть ручным, машинным, машинно-ручным. Вспомогательное время - время на действия, обеспечивающие выполнение основной работы (установка и съем детали, подвод-отвод инструмента, пуск и остановка станка, измерение детали). Может быть ручным, машинным и машинно-ручным.
Время обслуживания рабочего места - время на уход за рабочим местом на протяжении заданной работы и всей смены. Включает время технического и организационного обслуживания. Время технического обслуживания - время на смену инструмента при износе или поломке, подналадку оборудования в процессе работы. Время организационного обслуживания - время на раскладку и уборку инструмента в начале и конце смены, на смазку и чистку станка, уборку рабочего места в течение смены.
Время регламентированных перерывов - время перерывов, которые неизбежны при выполнении заданной работы. Включает время организационно-технологических перерывов, перерывов на отдых и естественные надобности.
Рис. 6.2. Классификация затрат рабочего времени:
Время организационно-технологических перерывов - время перерывов, обусловленных ходом технологического процесса и недостаточной синхронизацией операций. Время перерывов на отдых и естественные надобности - время перерывов на обед, производственную гимнастику, отдых и личные надобности. Все остальные перерывы считаются непроизводительными потерями и не нормируются. Не нормируются также затраты времени работы, перекрываемые основным временем (т. е. действиями, выполняемыми параллельно и не требующими дополнительного времени).
Рис. 6.3. Структура полной нормы времени на операцию:
Как видно из рис. 6.3, полная норма времени на операцию (штучно-калькуляционная норма) t шк определяется следующим образом:
где t ш – норма штучного времени;
t пз – норма подготовительно-заключительного времени на партию;
n – размер партии, шт.;
t o – основное время;
t * в – вспомогательное время, не перекрываемое основным;
t * то – время технического обслуживания, не перекрываемое основным;
t * oo - время организационного обслуживания, не перекрываемое основным;
t техн - время организационно-технологических перерывов;
t отд - время перерывов на отдых и естественные надобности.
Операционный цикл
Длительность операционного цикла зависит от времени выполнения операции над единицей продукции (штукой), от числа единиц продукции в партии, поступающей на операцию, от числа рабочих мест на операции (число каналов обслуживания в многоканальном устройстве).
Расчет операционного цикла. При расчете операционного цикла возможны следующие простейшие случаи.
1) Единиц продукции - 1, рабочих мест - 1. Операционный цикл ^ о в случае выполнения операции на одном рабочем месте над единицей продукции равен норме времени на операцию t i:
где t i - норма времени на выполнение i-й операции над единицей продукции данного наименования.
2) Единиц продукции - n , рабочих мест - 1. Когда на операцию c одним рабочим местом приходит партия продукции размером п штук, операционный цикл Т 0 равен суммарному времени выполнения операции над всей партией. Поскольку предметы труда одинаковы, проходят операцию последовательно и требуют затрат времени t i на единицу продукции, то операционный цикл увеличивается в п раз:
T 0 =nt i
3) Единиц продукции - n, рабочих мест - q. Когда на операции имеется q i одинаковых рабочих мест, можно запустить на них партию для параллельного выполнения операции сразу над несколькими единицами продукции. Операционный цикл Т 0 сократится в q раз:
где q i - число рабочих мест для выполнения i-й операции над партией продукции данного наименования.
Возможны различные варианты формирования принимаемой к расчету t i , когда в нее включаются или не включаются те или иные составляющие затрат времени. В частности, подготовительно-заключительное время на партию t n 3 может задаваться в виде самостоятельной составляющей операционного цикла Т 0 или включаться в состав t i в расчете на штуку - t n 3 /п.
Порядок прохождения партии через операцию. Операция может иметь сложную структуру и состоять из многих переходов, выполняемых на одном рабочем месте. Под переходом понимается часть операции, выполняемая над одной или несколькими поверхностями детали одним или несколькими инструментами одновременно при одном режиме резания. В этом случае на операционный цикл Т o влияет порядок прохождения партии через операцию, так как от этого зависят затраты времени, в частности, на установку и снятие детали в оборудовании, а также на переналадку оборудования при чередовании переходов. На рис. 6.4 показаны два возможных вида прохождения партии через операцию:
а) попереходное прохождение, при котором все количество предметов труда проходит сначала через первый переход, затем через второй переход, затем через третий и так до последнего перехода операции. Процесс выполнения операции для отдельных единиц продукции носит прерывный характер, а для партии в целом - непрерывный;
б) пооперационное прохождение, при котором сначала первый предмет труда проходит через все переходы, затем второй, третий, и так до последней единицы партии продукции. Процесс выполнения операции для единицы продукции носит непрерывный характер, а для партии в целом - прерывный.
Рис 6.4. Виды прохождения партии продукции в операции:
а - попереходное; б - пооперационное
Целесообразность выбора того или иного вида прохождения партии определяется тем, при каком из них суммарное время на выполнение операции над партией (операционный цикл Т 0)будет минимальным. При попереходном прохождении увеличивается время на установку и снятие каждой детали по каждому переходу, при пооперационном - время на переналадку рабочего места после каждого перехода. Если принять для упрощения, что время на обработку по переходам, установку и снятие детали для обоих видов прохождения одинаково, то разница в длительности операционного цикла при попереходном T оА и пооперационном T оВ прохождении, согласно цикловым графикам на рис. 6.4, будет равна:
где п - размер партии продукции;
Р - число переходов в данной операции;
t у - время на установку и снятие детали;
Т п - время переналадки рабочего места при чередовании переходов.
При положительном значении этой разницы целесообразно применение пооперационного прохождения, при отрицательном - по-переходного. Ориентировочно можно считать, что попереходное прохождение целесообразно применять в тех случаях, когда предметы труда не тяжелы и не громоздки, пооперационное - когда время на переналадку рабочего места незначительно.
Техническая норма времени на обработку заготовки является одной из основных параметров для расчета стоимости изготовляемой детали, числа производственного оборудования, заработной платы рабочих и планирования производства.
Техническую норму времени определяют на основе технических возможностей технологической оснастки, режущего инструмента , станочного оборудования и правильной организации рабочего места.
Норма времени является одним из основных факторов для оценки совершенства технологического процесса и выбора наиболее прогрессивного варианта обработки заготовки.
В крупносерийном и массовом производстве общая норма времени (мин) на механическую обработку одной заготовки
Т ш =Т о +Т в +Т т.о +Т о.п,
где Т о - технологическое (основное) время, мин; T в - вспомогательное время, мин; Т т.о - время на обслуживание рабочего места, мин; Т о.п - время на отдых и естественные надобности, мин (табл. 3.39).
Технологическое время для многих видов обработки
Т о =L p .х i/(n c т s ст),
где L р.х - расчетная длина рабочего хода режущего инструмента, т.е. путь, проходимый режущим инструментом в направлении подачи, мм; i- число рабочих ходов режущего инструмента; n ст - частота вращения шпинделя станка, принятая по паспорту станка, об/мин; s ст - подача по паспортным данным станка, мм/об.
Вспомогательное время на обработку заготовки Т в зависит от степени механизации, массы заготовки и других элементов, выполняемых на данной операции. Вспомогательное время на контрольные измерения выбирают в зависимости от точности измерения и вида измерительного инструмента. Вспомогательное время определяют по нормативным таблицам. Оно зависит от выбранной технологической оснастки, методов обработки и станочного оборудования.
Вспомогательное время Т в состоит из времени на установку и снятия детали; времени, связанного с переходом (установки инструмента по лимбу, упору, разметке; предварительного промера; взятия пробной стружки и др.); времени, связанного с переходом на приемы, не вошедшие в комплексы (изменения частоты вращения шпинделя станка, изменения подачи, поворота резцовой головки и др.); вспомогательного времени на контрольные измерения, которые устанавливают по нормативным таблицам в зависимости от точности измерения, размеров измеряемых поверхностей с учетом коэффициента периодичности. Вспомогательное время на технологическую операцию
Т в = (Т у c т, + Т пер + Т пер.к + Т изм) К t в,
где Т уст - вспомогательное время на установку и снятие детали, мин; Т пер, - вспомогательное время, связанное с переходом, мин; Т пер.к - вспомогательное время, связанное с переходом на приемы, не вошедшие в комплексы, мин; Т изм _ - вспомогательное время на контрольные измерения, мин; К t в - поправочный коэффициент на вспомогательное время в зависимости от размера партии обрабатываемых изделий.
Время на техническое обслуживание рабочего места, затрачиваемое на установку, снятие и замену затупившихся режущих инструментов, на заправку шлифовальных кругов, смазывание и подналадку станка, уборку стружки в процессе работы и т. д.
Т т.о = (Т о + T в) (а п.о /100) ,
где а п.о. - время на техническое обслуживание рабочего места в процентах к оперативному времени, которое выбирается по нормативным таблицам в зависимости от типа производства. Время на отдых и физические потребности
Т о.п = (Т о + Т в,) (а т.о /100) ,
где а т.о - время на отдых и физические потребности (в %) к оперативному времени, которое выбирают по нормативным таблицам.
В серийном и единичном производстве за техническую норму времени принимается штучно-калькуляционное время
Т ш.к = Т ш + (Т пз /n д) ,
где Т п.з - подготовительно-заключительное время, затрачиваемое на подготовку и наладку станка для обработки данной партии деталей, получение необходимой технологической оснастки, документации, а также на сдачу обработанных деталей, документации и оснастки; n д - число обрабатываемых деталей в партии.
Среднее значение поправочных коэффициентов
Пример . Определить норму штучного времени на черновую зубофрезерную операцию. Исходные данные:
Деталь - косозубое цилиндрическое колесо. Материал детали - сталь 45 ГОСТ 1050-74 , в =600 Н/м. Масса детали 6 кг. Оборудование - зуборезный станок 5Е32. Приспособление - оправка. Охлаждение - масло. Модуль зуба m == 4мм. Число зубьев зубчатого колеса z = 40. Ширина венца зубчатого колеса В в = 40 мм, д == 30 .
1. Установить, закрепить, раскрепить и снять четыре заготовки.
2. Фрезеровать зубья m =4мм, z = 40.
Решение.1. Выбираем червячную модульную фрезу с наружным диаметром D д = 100мм, с модулем m = 4 мм по ГОСТ 9224-74. Червячная фреза двузаходная, класса точности С. Направление подъема витка фрезы и зуба нарезаемого колеса одноименное. Материал режущей части червячной фрезы из стали Р18 ГОСТ 19256-73. Стойкость фрезы Т ст = 480 мин.
2. Нарезание зубьев зубчатого колеса производим за один рабочий ход. Глубина резания t p = 9 мм.
3. Подачу для двузаходнойчервячной фрезы выбираем по нормативным таблицам: s табл = 1,2 - 1,4 мм/об. Корректируем величину подачи, учитываяпоправочный коэффициент на твердость материала стали 45 ГОСТ 1050-88 (К м =0,9) и угол наклона зубьев и витков (К в = 0,8):
s расч =s табл К м К в =1,4*0,9*0,8=1,008 мм/об
Принимаем по паспорту станка,s ст = 1 мм/об.
4. Выбираем скорость резания по табличным нормативам: V табл = 0,7 м/с. Корректируем скорость резания с учетом поправочных коэффициентов на сталь 45, НВ 170 ... 207, где К мv == 0,8 и К == 0,9.
Определяем расчетную скорость резания по формуле
V расч =s табл К м v К ŋ =0,7*0,8*0,9=0,5 м/с
5. Определяем частоту вращения червячной фрезы
95,51об/мин.
Устанавливаем частоту вращения фрезы по паспорту станка, где n ст = 100 об/мин.
Время на организационное обслуживание и физические потребности

Вспомогательное время на контрольные измерения

6. Действительную скорость резания определяем по формуле
v д =D н n ст /(1000 60) =3,14 100 100/ (1000 60) = 0,62 м/с.
7. Длину рабочего хода инструмента в процессе обработки определяем по формуле
L р.х = (L pa сч +l 1 +l 2 +l 3)z 3 = (160+2+37,2+2)40 =8048 мм.
L расч = 40 мм (принимаем по чертежу детали) l 1 = 2 мм; l 3 = 2 мм. Величину врезания l 2 определяем по формуле
L 2 =(1,11,3)

 37,2
мм,
37,2
мм,
где h - глубина впадины зубамм, h= t.(h == 2,25m =2,25 4=9 мм.)
В связи с одновременной обработкой четырех зубчатых колес необходимо увеличить L расч в 4 раза (L расч = 40 4 = 160 мм).
8. Основное (технологическое) время на обработку зубьев четырех зубчатых колес определяем по формуле:

На одно нарезаемое зубчатое колесо основное время составит Т о = 40,24/4 = 10,06 мин.
9. Вспомогательное время на операцию Т в определяют по нормативным таблицам. Вспомогательное время на установку детали на оправку с массой до 5 кг Т уст = 0,7 мин. Добавочное вспомогательное время на каждую последующую установку детали Т доб на оправку составит Т доб = 0,26 мин.
Время на контрольные измерения в норму вспомогательного времени не включается, так как перекрывается основным временем.
10. Время на обслуживание рабочего места для зуборезных работ определяются (в %) от основного времени, где а т о = 3 %:
Т т.о. =Т о а т.о. /100=10,063/100=0,3 мин.
11. Время на отдых и естественные надобности рабочего определяют (в %) от оперативного времени, где а оп = 1,7 % :
 = 0,2 мин.
= 0,2 мин.
12. Штучное время на изготовление одной детали составит:
Т ш =Т о +Т в +Т т.о +Т оп =10,06+0,96+0,3+0,2=12,52 мин.
Подготовительно-заключительноевремя для массового производства не определяется.
Важным элементом в системе стимулирования является нормирование. С его помощью устанавливаются нормы необходимых затрат труда на каждом рабочем месте, учитываются фактические трудовые затраты, в соответствии с которыми производится начисление заработной платы.
Техническое нормирование - это метод установления норм затрат труда на основе дифференцированного изучения и анализа производственного процесса по его составным частям - операциям и создания наиболее рационального состава работ в соответствии с достигнутым уровнем развития техники и организации производства.
В техническом нормировании используются следующие нормы труда: - норма времени - регламентированная величина затрат рабочего времени, установленная на выполнение единицы работы одному или группе рабочих соответствующей квалификаций при определенных организационно-технических условиях; - норма выработки - это объем работы (количество единиц продукции), который рабочий или группа рабочих соответствующей квалификации должны выполнить (изготовить, перевезти и т.д.) за единицу рабочего времени в определенных организационно-технических условиях; - норма обслуживания - зона работы или количество единиц оборудования, производственных площадей и др. единиц (число рабочих мест, рабочих), которые должны обслуживаться одним или группой рабочих соответствующей квалификации при определенных организационно-технических условиях; - норматив численности - это численность работников нужного профессионально-квалификационного состава, необходимая для выполнения заданного объема работ в тех или иных организационно-технических условиях; - норма управляемости показывает, каким количеством людей или производственных подразделений и служб предприятия может управлять один руководящий работник.
В целях достижения единства методов нормирования труда создана единая классификация затрат рабочего времени. Ее основными классификационными признаками являются: - время работы и время перерывов, определяемые отношением затрат времени к действию наблюдаемого объекта; - производственное назначение затрат времени (подготовительно-заключительное, основное и вспомогательное время и др.); - эффективность затрат времени (необходимое и лишнее время).
Состав рабочего времени можно представить следующей формулой, где затраты времени выражаются в чел.-минутах, чел.-часах и т.д.:
Нвр = Тпз + То + Твс + Тобсл + Тотл,
где Нвр - норма времени; Тпз - время на подготовительно-заключительную работу; То - время основной работы; Твс - время вспомогательной работы; Тобсл - время обслуживания рабочего места;Тотл - время на отдых и личные надобности.
Штучное время. В состав штучного времени Тшт входят основное и вспомогательное время, время технического и организационного обслуживания рабочего места, а также перерывы, необходимые для естественных надобностей и на отдых при тяжелой физической работе.
Основным Тосн называется время, на протяжении которого происходит резание, т. е. изменение формы и размеров детали. Оно может быть машинным, если вращение детали и подача инструмента осуществляется станком, машинноручным, - если вращение детали обеспечивается станком, а подача инструмента ручная и, наконец, ручным, например, при развертывании отверстия в невращающейся детали.
Вспомогательным ТВСП называется время, затрачиваемое на различные действия, обеспечивающие выполнение основной работы, т. е. на установку и снятие обрабатываемой детали, пуск и остановку станка, на перемещение инструмента, измерение детали и другие приемы, повторяющиеся при обработке каждой детали.
Сумма основного и вспомогательного времени образует оперативное время Топ.
Время технического обслуживания рабочего места Тто охватывает замену затупившегося инструмента, регулировку и очистку станка в процессе работы.
Время организационного обслуживания рабочего места Тоо - это время, расходуемое на раскладку и уборку инструмента в начале и в конце смены, а также на смазку и чистку станка.
Основное, вспомогательное и другие составляющие штучного времени выражаются обычно в минутах (мин).
Продолжительность основного и вспомогательного времени определяется по формулам и таблицам, приводимым в различных справочниках по нормированию работ на металлорежущих станках. Как к основному, так и к вспомогательному времени относятся приемы, которые предусматриваются заранее, вследствие чего эти составляющие штучного времени могут быть определены с точностью, достаточной во многих случаях практики.
Время на техническое и организационное обслуживание рабочего места и время на перерывы принято исчислять в процентах от оперативного времени.
Подготовительно-заключительное время. Для определения времени выполнения той или иной операции, по которому производится подсчет стоимости изготовления детали, к штучному времени необходимо прибавить часть так называемого подготовительно-заключительного времени, приходящегося на одну деталь.
Подготовительно-заключительным ТП_3 называется время, необходимое для изучения чертежа детали, операционной карты, получения и сдачи инструментов, требующихся для выполнения данной операции, наладки станка, сохраняющейся при обработке всей партии деталей.
Подготовительно-заключительное время, назначаемое по справочникам, относится ко всей партии деталей и не зависит от количества деталей в данной партии.
Калькуляционное время. Полное или калькуляционное время выполнения операции при обработке детали может быть определено по формуле
ТК = ТШТ +Тп-3 / n , (18)
где Тк - калькуляционное время в мин; Тшт - штучное время в мин; Тп-3 - подготовительно-заключительное время в мин; п - количество деталей в партии.
Из формулы (18) видно, что наибольшее влияние на калькуляционное время обычно оказывает штучное время и менее существенное, как правило, - подготовительно-заключительное.
Предположим, например, что штучное время данной операции при обработке партии 100 деталей составляет 25 мин, а подготовительно-заключительное время - 5 мин.
Калькуляционное время в данном случае составляет
Тк = Тшт + Тп-з = 25+ 5/100 = 25,05 мин.
При увеличении Тшт на 5 мин калькуляционное время составит
Тк = 30 + 5/100 = 30,05 мин
Если увеличить также на 5 мин подготовительно-заключительное время, то калькуляционное время будет равно
Тк = 25 + 10/100 = 25,1 мин.
Чем меньше количество обрабатываемых деталей в партии, тем больше, разумеется, значение подготовительно-заключительного времени.
На главную
раздел шестой
Общие сведения об организации труда
токаря и о технологическом процессе
токарной обработки
Глава XXI
Техническая норма времени и норма выработки
1. Понятие о технической норме времени и норме выработки
Важнейшей задачей социалистической организации производства является систематическое повышение производительности труда. Высокая производительность труда является основой экономического могущества социалистического государства.
Время, которое назначается на выполнение определенной операции, называется нормой времени и исчисляется в минутах или часах.
Задание, которое дается токарю в виде количества деталей, подлежащих обработке на определенной операции в час или в смену, называется нормой выработки .
Норму времени определяют на основе достигнутой наилучшей организации труда и рабочего места, наиболее эффективного использования станка и инструмента, применения наиболее производительных режимов резания и учета опыта передовых токарей. Такая норма времени называется технической нормой времени , а метод ее определения называется техническим нормированием .
Так как благодаря социалистическому соревнованию наша промышленность быстро движется вперед, а технология производства, оборудование и инструмент непрерывно совершенствуются, то технические нормы времени не могут оставаться неизменными. Вместе с усовершенствованием технологии и средств производства, вместе с повышением технического и культурного уровня рабочего, улучшением организации труда растет производительность труда и, следовательно, должны меняться технические нормы.
2. Состав технической нормы
Техническая норма времени на выполнение токарной операции складывается из подготовительно-заключительного времени на партию и штучного времени на изготовление одной детали.
Подготовительно - заключительное время учитывает затраты времени рабочего на ознакомление с заданием, чертежом и операционной картой, подготовку рабочего места, наладку станка (включая установку и съем приспособлений и инструмента), пробную обработку детали, настройку скоростей и подач, оформление и сдачу готовой продукции и т. д.
Подготовительно-заключительное время затрачивается рабочим один раз для выполнения производственного задания, и продолжительность его не зависит от размеров партии (количества деталей).
Штучное время состоит из основного (технологического) времени, вспомогательного времени, времени обслуживания рабочего места , времени перерывов на отдых и личные надобности .
Основное время при выполнении токарных работ представляет собой то время, в течение которого деталь подвергается процессу снятия стружки.
Основное время обозначается Т о и может быть:
а) машинным
, если снятие стружки происходит при механической подаче инструмента;
б) машинно-ручным
, если снятие стружки происходит с ручной подачей инструмента.
Основное время может быть также ручным (но не на токарных операциях, например при слесарно-сборочных работах).
Основное (машинное) время при всех видах токарной обработки, рассматриваемых в настоящем учебнике, рассчитывается по формуле
где s - подача инструмента (резца, сверла, развертки) на один оборот шпинделя в мм;
n - число оборотов шпинделя в минуту;
L - расчетная длина обработки, определяемая как сумма
L = l + y,
где l
- длина обработки в направлении подачи в мм;
у - величина врезания инструмента в мм.
В тех случаях, когда обработка детали производится не за один, а за несколько проходов инструмента, основное (машинное) время рассчитывается по формуле
где i - число проходов инструмента.
Вспомогательное время затрачивается рабочим на действия подсобного характера, целью которых является обеспечить выполнение основной работы.
Вспомогательное время обозначается Тв и включает время на установку, зажим и снятие деталей, на управление станком (пуск, остановка, переключение скоростей и подачи), подвод и отвод резца, измерение детали и т. д.
Сумма основного и вспомогательного времени составляет оперативное время . Оно затрачивается на работу, непосредственным результатом которой является выполнение заданной операции. Оперативное время обозначается Т оп.
Время обслуживания рабочего места Т обс представляет собой время, затрачиваемое рабочим на уход за рабочим местом и поддерживание его в рабочем состоянии. Сюда входят затраты времени на смену затупившегося инструмента, регулирование инструмента и подналадку станка в процессе работы, сметание стружки, смазку и чистку станка, раскладку и уборку инструмента в начале и конце смены.
Время перерывов на отдых и личные надобности . Время перерывов на отдых Т отд зависит от условий работы и включается в состав рабочего времени лишь при выполнении физически тяжелых работ или в отдельных случаях при поточной (конвейерной) работе. Время на личные надобности принимается в размере 2% от оперативного времени.
3. Тарификация работ
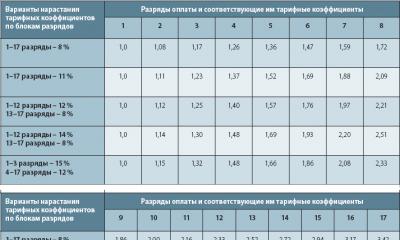
Для оплаты труда токарей и других рабочих машиностроительных заводов применяется тарифная система, которая основана на тарифной сетке, тарифном коэффициенте и тарифных ставках.
Назначение тарифной сетки - установить соотношение в оплате труда рабочих разной квалификации при помощи тарифных коэффициентов. На машиностроительных заводах все рабочие и все виды работ подразделяются в зависимости от квалификации на восемь разрядов.
Тарифный коэффициент показывает, во сколько раз тарифная ставка рабочего данного разряда превышает тарифную ставку рабочего 1-го разряда.
Тарифная ставка определяет абсолютный размер оплаты труда рабочего данного разряда в единицу рабочего времени (обычно- за 1 час).
Тарифная ставка часовой оплаты любого разряда, предусмотренного тарифной сеткой, определяется ставкой 1-го разряда, умноженной на соответствующий тарифный коэффициент, присвоенный данному разряду.
Для каждого завода в зависимости от его значения в народном хозяйстве, от его месторасположения, от сложности технологии и других условий устанавливаются тарифные ставки 1-го разряда сдельщиков и повременщиков, по которым определяются ставки для рабочих всех разрядов.
Зная техническую норму времени на выполнение данной токарной операции и тарифную часовую ставку токаря данной квалификации (разряда), нетрудно установить расценок на эту операцию.
4. Системы оплаты труда
Оплата труда в СССР осуществляется в соответствии с основным принципом социализма, записанным в ст. 12-й Конституции СССР: «от каждого по его способностям, каждому по его труду».
Социалистическая организация производства исключает уравнительность в оплате труда и ставит уровень заработной платы в зависимость от производительности труда и квалификации работника, от значения данной отрасли хозяйства.
Правильная организация заработной платы является важнейшим условием роста производства.
Существует несколько видов оплаты труда.
Сдельной называется такая система оплаты, когда заработная плата зависит от количества и качества обработанных деталей. Чем больше токарь в рабочее время изготовил и сдал ОТК деталей, тем большая заработная плата ему причитается.
Прямая сдельная оплата является основной формой заработной платы в машиностроении. Она состоит в том, что рабочим платят за выполненную работу по установленным сдельным расценкам за единицу продукции независимо от степени выполнения действующих норм выработки.
Для усиления роли заработной платы в борьбе за увеличение выработки и за перевыполнение норм применяется сдельно-прогрессивная оплата труда.
Основной принцип ее состоит в том, что сдельный расценок на обработку одной детали остается неизменным до тех пор, пока рабочий не достигнет установленной заданием определенной нормы выработки за определенный период времени. Но как только этот предел превзойден, за каждую последующую выпускаемую деталь рабочий получает уже не по прежнему расценку, а по новому, повышенному и, кроме того, прогрессивно возрастающему в зависимости от роста выработки.
Ниже приводим пример шкалы повышения основных сдельных расценок при сдельно-прогрессивной оплате труда:

На тех участках работы, где не может быть внедрена сдельная система оплаты труда, труд оплачивается с учетом затраченного количества времени. Такая система оплаты называется повременной .
При повременной оплате труда работникам различных квалификаций устанавливаются соответствующие ставки, которыми и определяется их размер заработка сообразно проработанному времени без прямой зависимости от объема выполненной работы.
Недостаток повременной оплаты заключается в том, что она не стимулирует повышение производительности труда и не создает у работников непосредственной заинтересованности в рациональном использовании рабочего времени, в уплотнении рабочего дня, в ликвидации непроизводительных потерь и в освоении передовых методов работы.
Повременная оплата наиболее распространена на разного рода вспомогательных работах по обслуживанию основного производства текущим ремонтом оборудования, наладкой станков, ремонтом инструмента, транспортными работами и Т. Д.
Для усиления поощряющего значения повременной оплаты она применяется в сочетании с премиальной оплатой , стимулирующей уплотнение рабочего дня и повышение качества работы повременщиков (наладчиков, крановщиков, смазчиков, ремонтных слесарей и т. д.).
Контрольные вопросы
1. Что такое техническая норма времени?
2. Из каких элементов складывается техническая норма времени?
3. Что такое подготовительно-заключительное время?
4. Как определить основное время на выполнение операции?
5. Что называется вспомогательным временем?
6. За счет какой части нормы времени можно повысить производительность труда?
7. Что такое тарифная сетка? Сколько разрядов в тарифной сетке машиностроителей?
8. Какие вы знаете системы оплаты труда?
9. Что такое сдельная оплата труда?
10. Что такое повременная оплата труда?
Технологии
Конспект лекций по менеджменту Краткий конспект лекций по предмету теория менеджмента
Персоны

ДНК-анализ: исторические коды брендов тогда и сейчас
Реклама